- 多种规格的锂电池
- 高效的回收率 > 90%
- 采用 in-Pyro 热解,独立的萃取工艺包
- 闭环工艺设计、全流程控制管理
- 可靠的自动控制系统,操作简单
- 模块化、撬装式,灵活布置
- 低碳环保、低排放CO2 、符合环保政策

首创全新
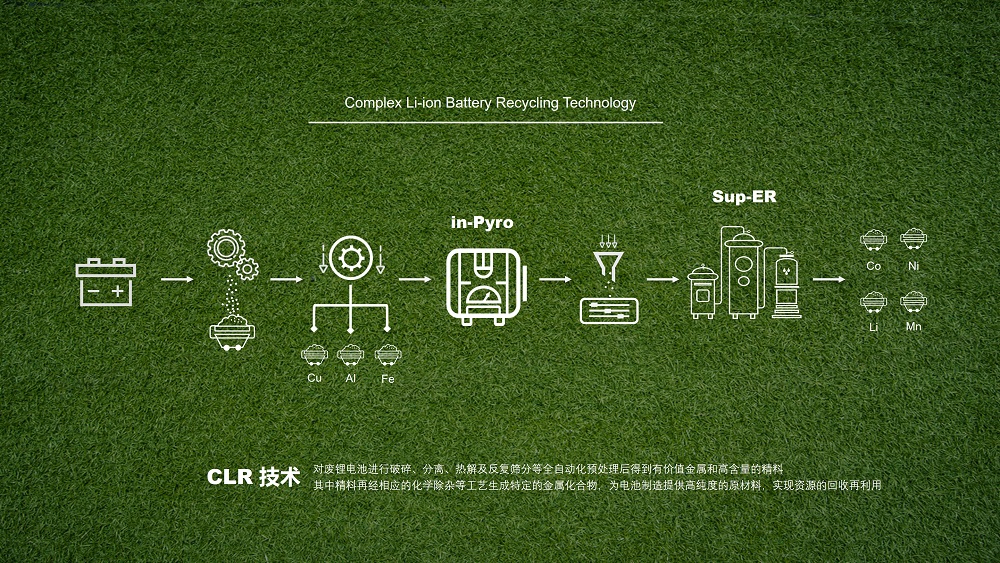
采用先进且成熟工艺和 CLR 技术(Complex Li-ion Battery Recycling Technology),优化性能再设计,形成完整的废旧锂电池回收再利用技术。对废旧电池先进行破碎、分离、干燥、in-Pyro 热解及反复筛分等全自动化预处理后,得到有价值金属元素的高含量的精料,再经相应的除杂、萃取和精制等工序在内的Sup-ER 精炼工艺后,生成特定的金属化合物,为电池制造提供高纯度的原材料,实现资源的回收再利用。
公司开发了一整套技术包,包括从电池进入系统到形成结晶化合物完整的生产流程,保证理想的产品质量和高效的处理能力。
模块化的 “X-ONE” 萃取单元和 Sup-ER 技术包,确保在金属回收设计和资源化利用方面保持行业领先地位。
技术包的主要优点在于,每一个都可以单独使用,也可以组合应用于产线,或改造项目。

产线配置
整个产线的系统由关键装置、辅助系统、协同配置系统和自动化系统等四大部分组成。实际应用众多技术,以提高处理效果和运行的灵活性。
具体系统配置包括(但不限于)以下内容:
-
关键系统 | 热解系统
-
辅助系统 | 烟气净化系统
-
协同配置 | 预处理系统(破碎、脱水、干燥等工序)、废液循环和净化系统、废酸循环、溶剂回收再利用等
-
自动化 | 自动控制系统 e-ACS 1.0、i-ACS 1.0
工艺和生产的高度灵活性:不受原材料限制,将产能从 50% 提高至 100% 时,不会影响处理效果
产线设计产能:为 2~10 吨/天,客户无需承担因扩大产能重新设计的风险
工艺上现实:有机碳(含量 1.5~10%)-- 金属元素(回收率 85~96%)变化组合,以实现最优能源效率
后续产物
考虑整个生产线的产物的消纳条件和处理,例如:
- 过程中产生的废气,经净化处理后,可达标排放。
- 过程中产生的废液,大部分循环利用,其余经净化后,可按实际要求达标排放。
- 剩余的极少量固体废物,处理简单、途径多。可按一般工业固废处理(需经检测)。
- 最终有价值的产物――贵金属元素的结晶化合物,高品质、高纯度,符合相应的国家标准。
收益
企业经济
节约生产原料,并充分利用有价值的资源
降低企业在环保方面的成本
作为企业将来盈利储备技术资源
社会和环境
减少污染排放量,降低 CO2 的排放
更清洁、更健康、更安全的工作环境
符合国家环保政策和法规的要求
可持续发展更近一步


